Hur och med vad man brygger en spade i titan hemma
En spade är en oumbärlig utrustning i alla markägares arsenal. Titanmodeller är mycket hållbara och har andra viktiga fördelar. Men ibland med ökad belastning på bajonetten kan metallen brista. Låt oss ta reda på hur man brygger skyffel tillverkad av titan och vad man ska tänka på i processen.

Innehållet i artikeln
Egenskaper hos titansvetsning
Svetsbarheten hos denna metall påverkas av flera faktorer. Först och främst har titan en hög kemisk reaktion mot gaser i luften, inklusive kväve, syre och väte. Det är också viktigt att metallen har en större tendens till korntillväxt när temperaturen överstiger 800 grader.
Om titan värms upp till 350 grader börjar det aktivt absorbera syre. Som ett resultat bildas en film på ytan (i svetsområdet), vars färg varierar från gul till lila, gradvis förvandlas till vit.
Uppvärmning till 500 grader leder till en ökning av metallens styrka och hårdhet. Dess plastegenskaper minskar dock.
Interaktionen mellan titan och väte leder till ett skadligt fenomen - väteförsprödning. Det bidrar till ökad ömtålighet av materialet. Efter att titan svalnat faller den svetsade delen av efter en tid.
En ökning av mängden spannmål på grund av exponering för höga temperaturer minskar metallens hållfasthet. Det är värt att komma ihåg att titan har en hög smältpunkt. När du arbetar med det måste du använda en mycket kraftfull koncentrerad värmekälla.
Vid svetsning måste sömmen skyddas på båda sidor. Särskild uppmärksamhet ägnas åt kantförberedelse. Du behöver inte värma upp den under lång tid. Vid svetsning av en spade av titan är det nödvändigt att noggrant övervaka temperaturförhållandena. För att skydda metallen i arbetsområdet rekommenderas att använda speciella flussmedelsföreningar. Metalllister kommer också att fungera. Gaskuddar kan användas. För att skapa dem används packade kamrar.
I processen att korrigera defekter på en spade måste du noggrant observera säkerhetsåtgärder. Du bör arbeta extremt noggrant.
Nödvändigt material och utrustning för att svetsa en spade i titan
Processen kommer att kräva:
- Svetsmaskin. Den måste stödja TIG-läge. Den måste ha en brännare.
- En cylinder fylld med skyddsgas. Helium, argon eller en blandning av båda är lämpliga.
- Volframelektroder som inte smälter.
- Fylltråd.

Förbereder för svetsning hemma
För att förbereda metallen för svetsning är det nödvändigt att bearbeta kanterna på de områden där processen kommer att utföras. Se till att ta bort metallskiktet med hög halt av syre och kväve. Närvaron av dessa partiklar i arbetsområdet kommer att leda till en försämring av egenskaperna hos den bildade sömmen. Metallens bräcklighet kommer att öka.
Om arbetsstyckena har en tjocklek på högst 4 mm, kan du göra utan att skära kanterna under svetsning. I andra fall utförs det med bibehållen öppningsvinkel på 60 grader.
Det är också nödvändigt att skydda roten av sömmen och arbetsområdet på baksidan. Även om behandlingen inte når motsatt sida. Faktum är att när titan interagerar med gaser från den omgivande luften, börjar reaktionen så snart temperaturen når 300 grader.
För att skydda sömmen på baksidan används kuddar av stål eller koppar. De måste sitta tätt. Du kan också använda argonblåsning, riktad i speciella spår eller inuti strukturen.
Om processen kan utföras utan att skydda insidan av sömmarna, måste pauser tas för att ytan ska svalna. Själva sömmarna ska vara korta, inte mer än 20 mm.
Metod för att svetsa en spade av titan med en icke förbrukningsbar elektrod (TIG-metoden)
TIG är en svetsteknik som använder en volframbaserad elektrod under skydd av inerta gaser. Dess kärna anses icke-smältande. Detta är manuell bågsvetsning - en båge bildas mellan elektroden och arbetsstycket, och skyddsgas kommer från brännaren. Tillsatser tillförs manuellt. Elektroden är vässad i en vinkel på 45 grader. Strömmen måste hållas inom 100 ampere.
Produkter upp till 1,5 mm tjocka kan stumfogas utan användning av tillsatser. I andra fall matas spöet. Tillsatsen måste ha en sammansättning som passar arbetsområdets legering. Innan processen påbörjas måste den glödgas i vakuum. Detta kommer att ta bort vätet. Vid försegling behåller tillsatsen sina egenskaper i maximalt 5 dagar.
För att utföra arbetet krävs en ström med konstant polaritet, vars spänning når 15V. Elektroden måste riktas mot ytan i en viss vinkel - 70–80°. Tillsatsen tillförs vinkelrätt mot elektrodaxeln.
Bilden nedan visar platsen för elektroden och tillsatsen vid TIG-svetsning av någon titanprodukt.
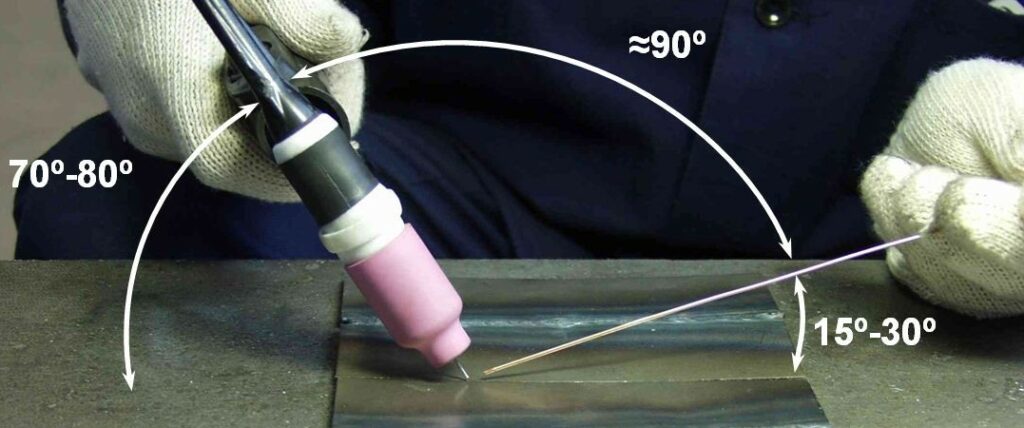
Bildandet av sömmen måste utföras med exakta rörelser. Tills arbetsområdet har svalnat helt, rekommenderas att blåsa argon på sömmen. Processen måste utföras extremt noggrant.





Jag slog sönder 2 stycken. Det här är dåliga spadar, lita inte på någon. De är som leksaker. Och om jorden är väldigt lätt, så gräver de där med en höggaffel.